Как нарезать внутреннюю резьбу метчиком м8. Как нарезать метчиком внутреннюю резьбу: правильная нарезка вручную в металле. Порядок нарезки внешней резьбы на водопроводной трубе
Резьбовые соединения отличаются простотой, надежностью, дают возможность регулировать затяжку, а также разбирать и собирать детали и механизмы. Они получили самое широкое применение в различных механизмах, устройствах, приспособлениях.
Резьба бывает наружная (винт) и внутренняя (гайка). Различают резьбу цилиндрическую треугольную (пилообразную), коническую треугольную, прямоугольную, трапециевидную, упорную, круглую. Наиболее широкое применение получила цилиндрическая треугольная или, как ее еще называют, крепежная резьба рисунок №1.
 Рисунок №1 – Элементы резьбы на болте
Рисунок №1 – Элементы резьбы на болте
1 - глубина;
2 - вершина; 3 - шаг;
4 -впадина;
5 - наружный диаметр;
6- внутренний диаметр.
Нарезание внутренней резьбы:
Прежде всего, нужно правильно подобрать сверло для высверливания отверстия. Следует знать, что если просверлить под резьбу отверстие диаметром, точно соответствующим внутреннему диаметру резьбы, то металл, выдавливаемый при нарезании, будет давить на зубья метчика, отчего резьба может получиться с рваными нитками, возможна поломка метчика. При сверлении отверстия слишком большого диаметра глубина резьбы получится неполной, а соединение непрочным.
При сверлении глухого отверстия под резьбу его глубину нужно делать несколько больше нарезаемой части, в противном случае резьба получится неполной по длине.
Нарезание резьбы проводят в такой последовательности: намечают кернером место сверления; закрепляют деталь в тисках; высверливают отверстие; вставляют в отверстие метчик (рисунок 2) строго вертикально (по угольнику); надевают на метчик вороток, прижимают его левой рукой к метчику, а правой поворачивают вправо до тех пор, пока метчик не врежется на несколько ниток в металл и не займет устойчивое положение; берут вороток за рукоятки двумя руками и вращают с перехватом рук через каждые 1-2 оборота. Нарезание резьбы значительно облегчается, если метчиком делать 1-2 рабочих оборота вправо и 1-2 оборота влево; закончив нарезание, метчик вывертывают из отверстия, затем еще раз прогоняют по полученной резьбе.
 Рисунок №2 – Нарезание внутренней резьбы метчиком:
Рисунок №2 – Нарезание внутренней резьбы метчиком:
а -установка метчика в отверстие;
б - наре¬зание резьбы.
Правила работы метчиками:
При нарезании резьбы в глубоких отверстиях, в мягких и вязких металлах (медь, алюминий, бронза и др.) метчик необходимо периодически вывертывать из отверстия и очищать канавки от стружки; нарезать резьбу нужно полным набором метчиков — черновым, средним и чистовым. Средний и чистовой метчики вводят в отверстие без воротка и только после того, как метчик пойдет правильно по резьбе, на головку надевают вороток и продолжают нарезание резьбы;
в процессе нарезания нужно с помощью угольника тщательно следить за тем, чтобы не было перекоса метчика; место нарезания резьбы следует смазывать маслом.
Нарезание наружной резьбы:
В домашних условиях выполняется плашками вручную.
Диаметр стержня под наружную резьбу должен быть на 0,3- 0,4 мм меньше наружного диаметра нарезаемой резьбы. Отклонения от этого правила не допускаются.
Нарезание наружной резьбы круглой плашкой производится в таком порядке:
на верхнем конце стержня снимают фаску, которая обеспечивает врезание плашки в металл;
Стержень зажимают в тисках вертикально так, чтобы выступающий его конец был на 20-25 мм больше длины нарезаемой часта (рисунок №3); на стержень накладывают закрепленную в вороток плашку и с небольшим нажимом вращают так, чтобы плашка врезалась примерно на 1-2 нитки без перекоса. После этого стержень смазывают маслом и плавно вращают вороток на 1-2 оборота вправо и 1/2 оборота влево.
Нарезание резьбы раздвижными призматическими плашками (рисунок №3) выполняют следующим образом: запиливают на конце стержня фаску; устанавливают в клупп плашки; зажимают в тисках стержень; надевают на стержень клупп и плотно сдвигают гайки зажимным винтом; смазывают плашки и стержень маслом; клупп поворачивают на 1 — 1,5 оборота по часовой стрелке, затем на 1-4, 1-2 оборота обратно и так до конца резьбы; нарезав резьбу, клупп свинчивают к концу стержня, поджимают плашки винтом и проходят резьбу вторично; проверяют резьбу гайкой соответствующего диаметра; по окончании работы плашки вынимают из клуппа, очищают от стружки, протирают и смазывают маслом; протирают клупп.
На чтение 3 мин.
Существуют ситуации, когда надежное соединение невозможно сделать с помощью сварочного аппарата. В таких случаях используются резьбовые соединения. Оно позволяет собирать, разбирать металлоконструкции без деформации. Однако для создания соединения нужно знать, как правильно нарезать резьбу метчиком.
Разновидности инструмента
Инструмент, который используется для создания резьбы называется метчиком. Это цилиндрические стержни из металла, на краях которых присутствуют острые резцы, расположенные в определенной последовательности. Метчики разделяются по нескольким факторам:
- Способ использования. В комплекте с ручными инструментами поставляется специальный вороток для проведения работ. Оснастка для станков закрепляет в патроне благодаря цилиндрическому хвостовику.
- По типу обрабатываемых отверстий. Разделяются приспособления на две группы. Одни используются для обработки сквозных отверстий, другие для глухих.
- Для нарезания внутренней, метрической, трубной резьбы.
Форма метчиков может быть как цилиндрической, так и конической.
Конструктивные особенности инструмента
Если необходимо нарезать резьбу, перед этим нужно разобраться с тем, какие виды метчиков могут встретиться в строительном магазине:
- Выделяются прямые, винтовые приспособления. Отдельной группой являются стержни цилиндрической формы, на которых нарезаются специальные канавки для вывода металлической стружки из отверстия.
- Еще одно разделение по конструкции - универсальные, комплектные инструменты. Первые вариант представляет собой метчики, рабочая часть которых разделена на три зоны. Они нужны для последовательного проведения грубой, средней, финишной обработки внутренней части отверстия. Второй вариант представляет собой комплекты металлических цилиндров, каждый из которых отвечает за свой тип нарезания резьбы.
Для получения более качественного соединения, нужно выбирать комплект метчиков. Отдельные приспособления позволяют более точнее обрабатывать металл, менее уязвимы к большому усилию. Отличаются надежностью, долговечностью, высокой точностью.
Как правильно определить диаметр отверстия?
Если взять сверло большого диаметра, проделать отверстие, взять метчик того же диаметра, могут возникнуть проблемы. Прежде чем начинать нарезать резьбу, нужно подобрать размер оснастки, требуемый диаметр отверстия. Для классических размеров сверл если специальная таблица, в которой указываются соотношения размеров. Найти ее можно в интернете.
Как нарезать резьбу метчиком?
Нарезание внутренней резьбы метчиком является точным технологическим процессом, который проводится в определенной последовательности.
Подготовка
Изначально требуется подготовить инструменты, дополнительные приспособления для проведения работ:
- Маленькие тиски.
- Электродрель с регулятором оборотов, сверла по металлу.
- Набор метчиков.
- Щетка по металлу.
- Керн с молотком.
Нарезка резьбы метчиком вручную проводится на низких оборотах электроинструмента.

Процесс нарезки
Пошаговая инструкция нарезания резьбы:
- Накернить место отверстия керном с молотком.
- Просверлить отверстие электродрелью. Удерживать оснастку точно перпендикулярно относительно обрабатываемой поверхности. Дополнительно смазать сверло специальным маслом.
- Снять фаску на 1 мм по глубине. Для этого использовать сверло большего диаметра.
- Закрепить в воротке оснастку. Выполнять по два движения вперед, одно движение назад. Так металлическая стружка будет выходить наружу из отверстия, не возникнет проблем с нарезанием. Движения должны быть плавными.
Во время ручной нарезки нельзя делать усилия на прижим, продолжать вращать инструмент после его застревания. Если он сломался, требуется высверливать метчик с помощью дрели, разных сверл по металлу. Еще один вариант извлечения обломка – обтачивание зоны вокруг отверстия с помощью шлифовальной машинки. Затем требуется достать его плоскогубцами.
Для создания резьбовых соединений нужно купить соответствующие документы, научиться с ними работать. Проводя работы аккуратно, без спешки, можно получить надежное соединение за короткий промежуток времени.
В процессе постройки радиоуправляемых моделей, особенно кораблей, практически всегда приходится нарезать резьбу, так как используется довольно большое количество разъемных соединений.
Сегодня хочу рассказать и показать, на примерах, как это делается. Для начала надо сказать, что резьба бывает правая и левая, имеет диаметр и шаг, у правой винтовая линия поднимается против часовой стрелки, а у левой по часовой стрелке. Из этого следует, что название соответствует направлению закручивания изделия. Метрическая резьба обозначается буквой «М», затем идет цифра, указывающая ee диаметр, а значение после знака «x» указывает шаг, если он не указан, то подразумевается основной шаг, который является предпочтительным для каждого диаметра.


Если необходимо нарезать резьбу в отверстии, то для выполнения этих работ используется метчики.


Они бывают универсальными или комплектными, которые представляют комплект из двух или трех инструментов, которыми работают поочередно: сначала — черновым, а затем - чистовым.


Универсальным метчиком вся работа выполняется за один проход. Предварительно, в месте, где необходимо выполнить внутреннюю нарезку сверлится отверстие. Его диаметр выбирается согласно таблице.


Если отверстие просверлить больше, то соединение не будет иметь полного профиля и получится не качественным. Если диаметр взять меньше, то ход метчика будет затруднен и это может привести к его заклиниванию и поломке, особенно в твердых материалах. После сверления квадратный хвостовик надежно закрепляется в воротке и хорошо смазав, например, солидолом вставляется в отверстие. Затем, плавно вращая вороток, делая два оборота вперед и пол-оборота назад, производится нарезка. Через каждые 4-5 оборотов метчик вынимается, с него удаляется стружка, и после смазки действия повторяются.

Иногда требуется восстановить или нарезать резьбу на стержне, шпильке, болте или валу. Для этого используется плашка. В отличие от нарезки в отверстии, на стержне вся работа делается в один проход.


Один конец стержня хорошо фиксируется, например, в тисках. На второй в виде конуса и хорошо смазанный, можно солидолом, устанавливается плашка, зажатая в вороток. Затем плавными движениями вращается вороток, причем, после каждых пол-оборота желательно немного повернуть инструмент назад, для удаления стружки. Хорошая смазка обеспечивает легкость хода и предотвращение преждевременного затупления рабочих поверхностей инструмента.
Для нарезки резьбы на валах используется вот такая «приспособа».

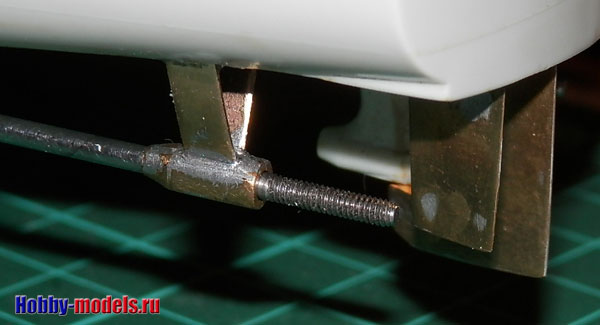
Она работает как направляющая, так как точно установить плашку, даже на конус, и нарезать резьбу строго по центру довольно сложно. В тонкой части «приспособы» просверлено отверстие диаметром вала, в нашем случае 2 мм. В толстой части закрепляется инструмент под М2. При работе, тонкая часть надевается на вал и далее производится нарезка. Эта направляющая позволяет двигаться плашке строго по центру вала. Делается такая деталь, на токарном станке, индивидуально под каждое сечение вала.
- " onclick="window.open(this.href," win2 return false >Печать
Нарезание внутренней резьбы
Внутреннюю резьбу (резьбу в отверстии) нарезают метчиком (рис. справа). Изготовляют метчики из инструментальной углеродистой, легированной или быстрорежущей стали. Метчик состоит из хвостовика и рабочей части .
 Хвостовиком
метчик крепится в воротке
или патроне станка
.
Хвостовиком
метчик крепится в воротке
или патроне станка
.
Рабочая часть
метчика представляет собой винт с продольными или винтовыми канавками для нарезания резьбы. Как и в плашках, в рабочей части метчика имеется заборная часть для облегчения входа инструмента в отверстие. Винтовые канавки, аналогично продольным отверстиям в плашке, образуют режущие кромки. По ним же сходит стружка.
Ручные метчики для нарезания метрической резьбы выпускают в комплекте, включающем два метчика для резьбы диаметром до 3 мм и три (№
1
-черновой
, № 2
- средний
и № 3
- чистовой
) для резьбы диаметром больше 3 мм. Черновой метчик
выполняет основную работу и срезает до 60 % слоя металла, подлежащего снятию. Получистовой метчик
срезает до 30 % слоя металла. Чистовой метчик
придает резьбе окончательную форму и размеры и срезает остальные 10 % слоя металла. Метчики, входящие в комплект, имеют разные диаметры резьбонарезной части и различную форму профилей. На хвостовой части всех метчиков комплекта выбиты круговые риски (1,2,3
) или проставлены номера метчиков, а также указаны размеры резьбы - диаметр
и шаг
.

Для вращения метчика при нарезании резьбы ручным способом применяют приспособление - вороток (рис. слева). Воротки бывают – нерегулируемые (рис. а ) и регулируемые (рис. б ).
Прежде чем приступить к нарезанию резьбы в отверстии, выполняют разметку места отверстия с обязательным его накерниванием . С учетом размеров будущей резьбы по таблице (см. табл. ниже) подбирают диаметр сверла.
| Диаметр резьбы | Диаметр сверла | Диаметр резьбы | Диаметр сверла | ||
| Чугун | Сталь | Чугун | Сталь | ||
| 2 | 1,6 | 1,5 | 3,0 | 4,1 | 4,2 |
| 2,3 | 1,9 | 1,9 | 6,0 | 4,9 | 5,0 |
| 2,6 | 2,15 | 2,15 | 8,0 | 6,6 | 6,7 |
| 3,0 | 2,5 | 2,5 | 10,0 | 8,3 | 8,4 |
| 4,0 | 3,4 | 3,5 | 12,0 | 10,0 | 10,1 |
Иногда можно воспользоваться простым способом - чтобы узнать диаметр отверстия под нужную резьбу из диаметра резьбы вычитают шаг и получают диаметр отверстия.
Размер диаметра отверстия под резьбу можно вычислить по формуле D=d-1,6t,
где D - диаметр отверстия, мм;
d - диаметр нарезаемой резьбы, мм; t - глубина резьбы, мм.
Размеры воротка для закрепления метчика при нарезании резьбы подбираются в зависимости от диаметра нарезаемой резьбы. Примерная длина воротка может быть определена по формуле
L=20D+100 мм,
где D - диаметр резьбы.
При нарезании внутренней резьбы металл как бы выдавливается, уменьшая диаметр отверстия. Поэтому диаметр сверла должен быть несколько больше внутреннего и меньше наружного диаметра резьбы. Если диаметр отверстия меньше требуемого, метчик сломается, а если больше - резьба будет неполной, ослабленной.
Просверленное отверстие обрабатывают зенкером
. Применение этого инструмента позволяет улучшить качество, уменьшить конусность, овальность боковой поверхности отверстия. Зенкером работают так же, как и сверлом.
Для качественного нарезания резьбы важно правильно закрепить деталь в тисках и установить в отверстии первый метчик (рис. выше а
). Деталь закрепляют так, чтобы поверхность с отверстием была параллельна плоскостям губок тисков, а метчик - перпендикулярен плоскости детали и губкам. Перпендикулярность (угол 90°) проверяют угольником (рис. б
).
Нарезают резьбу следующим образом (рис. в
). Сначала устанавливают метчик № 1. Предварительно его резьбовую часть смазывают маслом. Прижимая левой рукой вороток к метчику, правой плавно вращают его вправо до тех пор, пока метчик не врежется на 1-2 нитки. Одновременно следят за сохранением прямого угла, при необходимости направляя метчик. После того, как метчик занял правильное устойчивое положение и началось нарезание резьбы, вороток берут обеими руками и вращают с легким нажимом, перехватывая через каждые пол-оборота. Для того чтобы стружка ломалась и уходила в канавки метчика, его вращают возвратно-поступательно: полтора оборота вперед и пол-оборота назад.
Закончив проход метчиком № 1, его вывертывают, вставляют метчик № 2, заправляют в резьбу, устанавливают вороток и нарезают. Окончательно доводят резьбу метчиком № 3 и проверяют резьбу (рис. г).
Глухие отверстия под резьбу просверливают на глубину несколько большую, чем длина резьбы.
Качество резьбы в условиях мастерских можно проверить, вворачивая в отверстие соответствующий болт.

При нарезании резьбы иногда возникают следующие дефекты, которых следует избегать:
1) шероховатая или рваная нарезка
- получается, если отсутствует смазка, а также из-за перекоса метчика или плашки;
2) резьба неполного профиля
- если диаметр отверстия больше нормы или диаметр стержня меньше нормы;
3) перекос резьбы или поломка метчика
- если диаметр отверстия меньше нормы или диаметр стержня больше нормы.
При нарезании резьбы в вязких и мягких металлах необходимо периодически вывертывать метчик и очищать канавки от стружки.
Резьбу следует нарезать последовательно полным набором метчиков.
Необходимо тщательно следить за тем, чтобы не было перекоса метчика.
Надо проявлять особую осторожность при нарезании резьбы в глухих отверстиях.
Обязательно надо периодически смазывать нарезаемую резьбу маслом.


1. Подготовительные работы
Просверленное отверстие, в котором нарезают резьбу метчиком, необходимо проточить или обработатать зенкером. Диаметр сверла должен быть больше внутреннего диаметра резьбы, так как при нарезании резьбы материал немного «выдавливается». У твердых и хрупких металлов разница между этими заначениями меньше, чем у мягких и вязких металлов. Для твердых, например, 6.7, а для мягких - 6.8.
Если мы просверлим отверстие таким же диаметром, как и внутренний резьбы, то зубья метчика будут перегреваться из-за большого трения и наростать металлом из-за материала, выдавливаемого при нарезании. В следствии этого мы получим рваную резьбу или просто поломаем метчик.
Если же просверлить отверстие больше необходимого диаметра, то получим неполную резьбу.
2. Нарезание внутренней резьбы
После подготовительных работ заготовку закрепляют в тисках и в ее отверстие вставляют вертикально метчик по угольнику.
Прижимая левой рукой вороток к метчику, правой поворачивают его вправо до тех пор, пока метчик не врежется на несколько ниток в металл и не займет устойчивое положение, после чего вороток берут за рукоятки двумя руками и вращают с перехватом рук через каждые пол-оборота
В целях облегчения работы вороток с метчиком вращают не все время по направлению часовой стрелки, а один-два оборота вправо и пол-оборота влево и т. д. Благодаря такому возвратно-вращательному движению метчика стружка ломается, получается короткой (дробленой), а процесс резания значительно облегчается.
Закончив нарезание, вращением воротка в обратную сторону вывертывают метчик из отверстия, затем прогоняют его насквозь.
| Обрабатываемый материал | Смазочная жидкость | ||
| Сталь углеродистая | Эмульсия. Осерненное масло | ||
| Сталь конструкционная | Осерненное масло с керосином | ||
| Сталь инструментальная | Смешанные масла | ||
| Чугун ковкий | 3-5% эмульсия | ||
| Чугунное литье | Б/о. 3-5% эмульсия. Керосин | ||
| Бронза | Б/о. Смешанные масла | ||
| Цинк | Эмульсия | ||
| Латунь | Б/о. 3-5% эмульсия | ||
| Медь | Эмульсия. Смешанные масла | ||
| Никель | Эмульсия | ||
| Алюминий и его сплавы | Б/о. Эмульсия. Смешанные масла. Керосин. | ||
| Нержавеющие, жаропрочные сплавы |
50% осерненного масла, 30% керосина, 20% олеиновой кислоты (80% сульфофрезол, 20% олеиновой кислоты) |
||
| Волокнит, винипласт, оргстекло | 3-5% эмульсия | ||
| Текстолит, гетинакс | Обдувка сжатым воздухом | ||
3. Правила нарезания резьбы метчиком
- При нарезании резьбы в глубоких отверстиях, в мягких и вязких металлах (медь, алюминий, бронза и др.) метчик необходимо периодически вывертывать из отверстия и очищать канавки от стружки;
- Нарезать резьбу следует ;
- Нарезание резьбы сразу средним метчиком без прохода черновым, а затем чистовым не ускоряет, а, наоборот, затрудняет работу. Резьба в этом случае получается недоброкачественной, а метчик может сломаться. Средний и чистовой метчики вводят в отверстие без воротка и только после того, как метчик пройдет правильно по резьбе, на головку надевают вороток и продолжают нарезание резьбы;
- Глухое отверстие под резьбу нужно делать на глубину, несколько большую, чем длина нарезаемой части, с таким расчетом, чтобы рабочая часть метчика немного вышла за пределы нарезаемой части. Если такого запаса не будет, резьба получится неполной;
- В процессе нарезания необходимо тщательно следить за тем, чтобы не было перекоса метчика; для этого надо через каждые 2-3 нарезанные нитки проверять с помощью угольника положение метчика по отношению к верхней плоскости изделия. Особенно осторожно нужно нарезать резьбу в мелких и глухих отверстиях;
- На качество резьбы и стойкость инструмента влияет правильный выбор смазочно-охлаждающей жидкости



